鍛造品
1.
2.
3.
異径材を摩擦圧接することにより、丸棒の削り出しよりも材料費、加工費の削減ができる。
一体加工が困難な形状の製品の場合、二分割し、一部を加工後摩擦圧接することにより、加工が容易になる。
異径材の金属を摩擦圧接することにより、必要な部分のみに高価な材料を使用し、一方は安価な材料に置き換えられる。























ギヤー
0.7~5.7kg




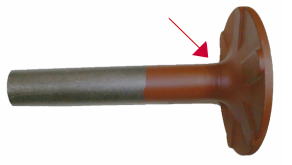
フランジ
1.3~5.2kg
リフトクランク
1.6~5.2kg
ロッド
0.07kg
クランクシャフト
0.8~10.9kg
足場金具
0.6kg
押え金具
0.5kg
ギヤー
1.7kg
メインパーツ
7.5~9.9kg
ホイールシャフト
2.8~8.9kg
脱索受
1.1~6.1kg
ナックルスピンドル
4.8~6.8kg
アーム
1.6~3.4kg
ギヤー
3.5kg
摩擦圧接箇所
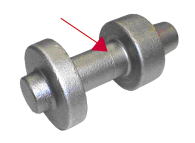
摩擦圧接箇所
摩擦圧接箇所
摩擦圧接箇所
摩擦圧接箇所
摩擦圧接箇所
シャフト(加工品+丸棒)
2~3kg
シャフト(鍛造品+丸棒)
8~33kg
ギヤー(鍛造品+鍛造品)
3kg
パイプ継手
(約2~4m)
ロッド
2~86kg
アンカーボルト
1.4kg
摩擦圧接とは、摩擦による熱を利用し、金属と金属を接合する技術の事です。
接合部箇所の強度は、母材と同等以上となります。
鍛造とは、金属に力を加えて形を変える(成形)とともに、金属組織を強くする技術のことです。簡単に言えば、鉄を打って(叩いて)形を整えながら強くする事で、"タンゾウ"の"鍛"は鍛錬の"鍛"、つまり鍛えると言う意味です。叩くことにより、固体の隙間を無くして一つの強い固体にし、熱いうちであれば簡単に様々な形状に変化させることができます。

① 片側の材料を回転させ、一定摩擦圧力で材料同士を押し付ける
材料取り付け
素材接触
②接触面は摩擦熱により温度が上昇し、高温層が形成される。そして回転を急停止させ、さらに高い圧力で一定時間押し付けることにより固相接合する。
摩擦発熱
アプセット加圧
【設備】
豊田自動織機摩擦圧接機
(最大加工長さ6m)
| 型式 | 圧接能力(軟鋼丸棒) |
| FW120H | φ40~φ120 |
| FW80H | φ25~φ80 |
| FW45U | φ15~φ45 |